在工業自動化和工程機械領域,精確的力值測量對于設備安全和運行效率至關重要。江蘇作為中國的制造業大省,在傳感器技術研發與生產方面占據著重要地位,其中,板環拉力傳感器便是其工業實力的一個縮影。
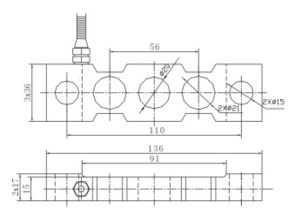
板環拉力傳感器,作為一種常見的應變式力傳感器,以其結構堅固、測量精度高、穩定性好、安裝方便等特點,被廣泛應用于各種拉力、張力及稱重測量場合。其核心工作原理是:當外力作用于傳感器的彈性體(板環結構)時,彈性體發生微小形變,粘貼在其上的應變片電阻值隨之變化,通過惠斯通電橋電路將電阻變化轉換為可測量的電壓信號,從而精確反映出拉力的大小。
江蘇板環拉力傳感器的供應與價格
江蘇地區匯集了眾多傳感器制造商,形成了完整的產業鏈。供應市場上的板環拉力傳感器型號繁多,從量程幾公斤到數百噸不等,可滿足不同工業場景的需求。其價格受多種因素影響,主要包括:
1. 量程與精度:量程越大、精度等級越高(如0.1%FS、0.2%FS),制造成本和技術要求越高,價格也相應提升。
2. 材質與工藝:采用優質合金鋼并經特殊熱處理工藝的傳感器,長期穩定性和抗疲勞性能更佳,價格高于普通材質產品。
3. 防護等級:對于潮濕、多塵或具有腐蝕性的工業環境,需要更高防護等級(如IP65、IP67)的產品,這也會增加成本。
4. 品牌與附加服務:知名品牌的產品在質量控制和售后服務上更有保障,價格通常高于一般品牌。
因此,用戶在采購時,需根據自身實際應用需求(如測量范圍、環境條件、精度要求、預算等)進行綜合考量,選擇性價比最優的江蘇供應商。
核心應用:塔機力矩限制器
板環拉力傳感器的一個重要且關鍵的用途,便是作為塔式起重機(塔機)力矩限制器的核心測量元件。塔機安全運行的核心在于防止超載和傾覆,力矩限制器正是保障這一安全的關鍵裝置。
在塔機應用中,板環拉力傳感器通常被安裝在起重鋼絲繩的固定端或變幅機構上,實時、精確地測量吊鉤的實際載荷(拉力)。控制系統將測得的拉力值與當前起重臂幅度(距離)相結合,實時計算出實際起重力矩,并與額定力矩進行比對。一旦實際力矩接近或超過額定值的限定范圍(如90%報警,105%斷電),力矩限制器會立即發出聲光報警并自動切斷危險方向的操作(如起升、增幅),從而強制阻止超載作業,有效避免因超載導致的塔機折臂、傾覆等惡性事故,保障施工人員和設備的安全。江蘇生產的專用板環拉力傳感器,因其高可靠性、強抗震動能力和出色的長期穩定性,已成為眾多塔機廠商和安全監控系統集成商的首選。
信息獲取平臺:谷瀑環保
對于需要采購或了解板環拉力傳感器等工業產品的用戶而言,谷瀑環保等專業的B2B電子商務平臺提供了極大的便利。這類平臺匯聚了江蘇乃至全國大量的傳感器生產商和供應商。用戶可以在平臺上:
- 便捷地搜索和比較不同廠家生產的“江蘇板環拉力傳感器”產品。
- 詳細查看產品技術參數、應用案例、廠家資質和用戶評價。
- 直接獲取產品報價和進行采購咨詢,高效地連接供需雙方。
信號的轉換與傳輸:變送器的作用
從板環拉力傳感器輸出的通常是毫伏(mV)級的微弱模擬信號,易受干擾且不便于遠距離傳輸和后續處理。這時,就需要變送器(或稱信號調理器)登場。變送器的主要功能包括:
- 信號放大:將傳感器輸出的微弱信號放大為標準信號(如4-20mA、0-10V等)。
- 噪聲濾除:通過濾波電路抑制現場電磁干擾,提高信號質量。
- 線性化與溫度補償:修正傳感器的非線性誤差,并對環境溫度變化引起的漂移進行補償,進一步提高測量精度。
- 供電:為傳感器提供穩定的激勵電壓。
將板環拉力傳感器與匹配的變送器集成使用,形成一個完整的測量模塊,輸出穩定、抗干擾能力強的標準工業信號,可以直接接入PLC、DCS、顯示器或安全監控系統,實現力值的精準監控、記錄與控制。
江蘇板環拉力傳感器以其優異的產品性能,在工業生產,特別是塔機安全監控等關鍵領域發揮著不可替代的作用。從精準的傳感元件,到安全的力矩限制系統,再到便捷的采購平臺和完整的信號鏈,共同構成了一個可靠、高效的工業測量解決方案,持續為現代工業的安全與智能化發展提供堅實支撐。